The state-of-the-art process for mass production of motor laminations is stamping. However, this method is unsuitable for laminations thinner than 0.2 mm due to deformation, and impractical for prototyping.
Conventional laser cutting is already used for small batch production and processing thin laminations. However, thermal damage is unavoidable, and the total damage induced by the heat of the laser is akin to that induced using mechanical methods.
Electrical discharge machining reduces fixture and tooling costs, enables easy design changes, and has minimal impact on the material’s magnetic properties. However, cutting rates are slow making it uneconomical for anything except prototyping.
The water jet guided laser (WJGL) was proposed as an alternative method for prototyping electrical steel laminations and cutting multiple stacked laminations. The continuous application of water ensures cooling, reducing the negative effects associated with laser heating, resulting in negligible thermal damage.
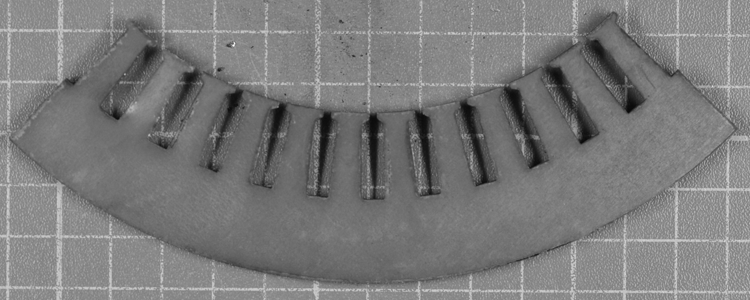
A series of trials were performed using the MTC’s Synova LCS305 WJGL system to cut individual 0.2 mm thick NO20-1200 laminations with a Suralac 9000 coating and stacked laminations.
A detailed analysis of the cut quality and the impact on magnetic characteristics was performed.