Over the last two years, the Manufacturing Technology Centre (MTC) developed a readiness scale for modelling and simulation, focused on manufacturing applications and supported by an assessment tool, both of which are known today as SimReady.
SimReady is partly a response to the MTC’s requirements to communicate maturity of data, methods and outcomes to industry, while also being a tool to transmit results from its predecessor SimBest. SimBest was an Innovate UK project run by KTN, NAFEMS and ALSTOM on the state of the art and future needs in industry best practices in engineering simulation. SimReady’s aspirations are to be able to assess the readiness level of modelling and simulation service and software capabilities to support their faster maturation and adoption within the manufacturing industry culture.
The readiness level of modelling and simulation is analogous to the technology readiness level that has been used in industry for years to assess the readiness level of a specific technology. The SimReady tool can be applied to a number of modelling and simulation capabilities used today to support design and decision making processes in manufacturing. The information within the assessment can then be referred to in order to establish the current usefulness of simulation methods to reduce the risk associated with manufacturing operations.
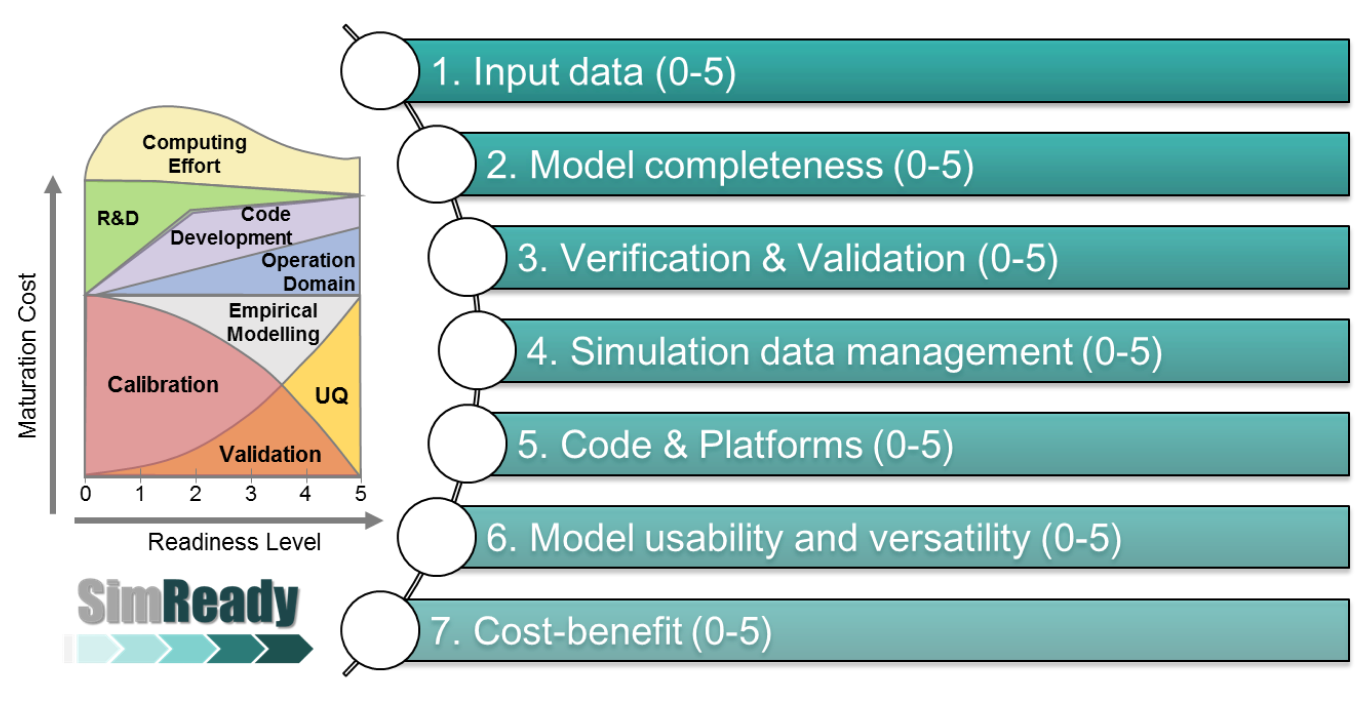
Figure 1: Evolution chart of maturation efforts and the seven key maturity aspects of SimReady's MSRL.
The MSRL scale ranges from level 0 (No Capability Exists) to level 5 (Operational). The levels of MSRL are shown in Figure 2, and are defined as follows:

Figure 2: SimReady's MSRL Scale.
The SimReady tool has been applied to assess the MSRL of the Laser-ALM process. The modelling and simulation of the process have been considered in detail to answer the set of questions under each one of the seven maturity factors within the tool. The outcome of the assessment is presented in Figure 3.
It can be seen from Figure 3 that the overall MSRL score of the Laser-ALM process is 3; this has been rounded off from a more accurate score of 2.85, making it lie somewhere between "Applied R&D" and "Instrumental" as depicted in Figure 2. The score of each of the seven maturity factors can also be seen in Figure 3, ranging from a minimum of 2.57 for model usability and suitability, and a maximum of 3.71 for input data.
The assessment MSRL scores and underlying information of the Laser-ALM process presented in the previous subsection can be examined in order to make important decisions of the usefulness of adopting simulation to model the mechanical behaviour of the process.
For example, the tool can be used to highlight areas of the process where simulation capabilities can replace physical processes such as prototypes or material wastage and save design time by providing more efficient analysis methods. The assessment outcome can be considered carefully to establish the extent to which modelling and simulation can be effectively applied to reduce costs and improve structural integrity.
The assessment can also be used to assist in establishing how to take the maturity of the Laser-ALM process simulation to the next level on the MSRL scale by considering the score of each of the seven maturity factors individually.
The information may then help with discussions with decision-makers, improving the chance of adopting modelling and simulation within the manufacturing industrial culture and allowing decisions to be based on quantitative and well-informed arguments.
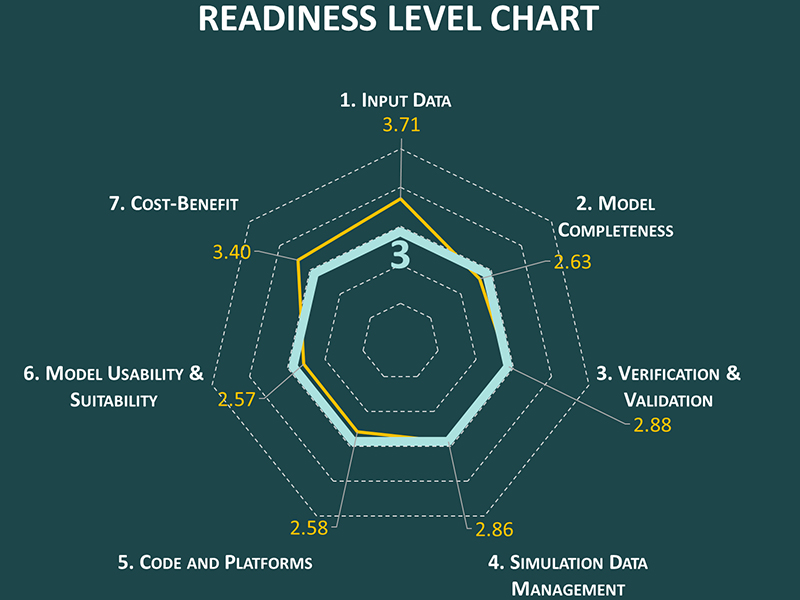
Figure 3: MSRL of the reported Laser-ALM process.
The tool is currently being made available to external users upon request for trial and validation purposes. Please submit your request to: SimReady@the-mtc.org.